Statistical Process Control | SPC Control charts (IMR ) using Minitab 17 |
TLDRThis video tutorial delves into creating and analyzing Individual (I) and Moving Range (MR) control charts in Minitab. It explains the necessity of these charts when subgroup measurements are impractical due to cost, low production volume, or long cycle times. The presenter guides viewers through the process of determining if a filling process for food packages is in control using Minitab's statistical tools. The video illustrates how to interpret the I-chart for process stability and the MR-chart for process variation, concluding that the process is stable and well-performing. It also touches on different patterns to look for in control charts and provides a report card summarizing the process's stability and control limits, highlighting the importance of sufficient data for accurate analysis.
Takeaways
- 📈 The video is part of a Minitab series and focuses on creating an Individual Moving Range (I-MR) chart.
- 🔍 It's recommended to collect at least 20 subgroups for control charts, but sometimes individual measurements are used due to cost or other constraints.
- 📋 The I-MR chart is used to monitor process stability and determine if the process is ready for improvement.
- 📊 The script provides an example of using the I-MR chart to assess the filling process of a food packaging machine.
- 📝 Data for the example is recorded in column C2, and the process is analyzed using Minitab's statistical control charts feature.
- 📉 The I-MR chart consists of two parts: the individual chart (I-chart) at the top and the moving range chart (MR-chart) at the bottom.
- 📌 The I-chart plots each individual data point and helps assess the process center, while the MR-chart shows process variation based on the range of successive observations.
- 📐 In the example, all individual values are within the control limits, indicating the process is in control.
- 📊 The moving range chart in Minitab automatically calculates the range and average range, which are used to determine control limits.
- 📚 The video script also explains how to navigate Minitab to create an I-MR chart and interpret the results.
- 🔑 The script concludes with a report card summarizing the process stability and control, highlighting the need for more data for precise control limit estimation.
Q & A
What is the main purpose of an Individual (I) Chart in process control?
-The main purpose of an Individual (I) Chart is to monitor the stability of a process, determine whether the process is stable and ready for improvement, and demonstrate the improved process performance when changes are made.
Why might one choose to use an Individual (I) Chart instead of other control charts?
-An Individual (I) Chart might be chosen when collecting subgroups of measurements is not an option, possibly due to high cost, low production volume, or long cycle times of the product.
How many individual measurements are recorded in the example provided in the script?
-In the example provided, the weight of fifteen successive packages is recorded.
What does the I Chart display and what does it indicate about the process?
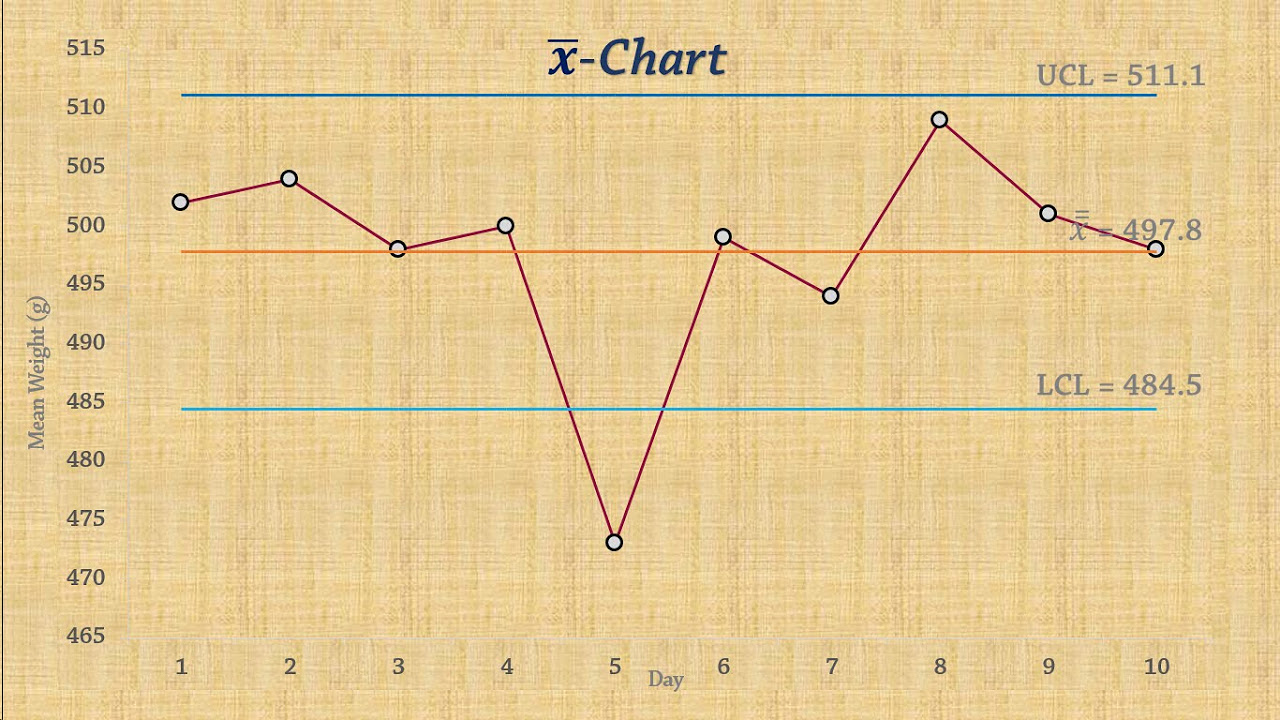
-The I Chart displays individual data points and their mean, indicating whether each value is within the control limits. If all points are within the control limits, it suggests that the process is in control.
What is the moving range chart and how does it relate to the I Chart?
-The moving range chart plots the process variation calculated from the range of two or more successive observations. It is used alongside the I Chart to assess the process stability and to check for any patterns that might indicate a lack of control.
What is the control limit for the individual chart in the example given?
-In the example, the control limits for the individual chart are 20.991 as the upper control limit and 19.817 as the lower control limit.
How does the script suggest determining if the process is in control using the I Chart?
-The script suggests that if all individual values are within the control limits and there are no points outside these limits, the process is considered to be in control.
What is the role of the moving range chart in assessing process stability?
-The moving range chart helps in assessing process stability by showing the variation between successive observations. If there are no points outside the control limits and no patterns indicating trends, it suggests that the process is stable.
What are some of the patterns that might indicate the process is not stable according to the script?
-Some patterns that might indicate the process is not stable include points outside of control limits, an upward or downward trend, or observations closely following the centerline instead of being randomly distributed.
How does the script suggest using Minitab to create an Individual (I) Chart?
-The script suggests using Minitab by going to 'Stats' > 'Control Charts' > 'Variable Charts' > 'Individual', and then selecting the data to create the I Chart and moving range chart.
Outlines
📊 Introduction to Individual Control Charts in Minitab
This paragraph introduces the concept of individual control charts, specifically the 'I' chart, used in quality control to monitor the stability of a process. The video script explains that while it's ideal to collect multiple subgroups of data, there are situations where this isn't feasible due to cost, low production volume, or long cycle times. In such cases, an 'I' chart is used. The script provides an example of a food packaging machine filling packages and weighing them, with the aim of determining if the filling process is in control. The 'I' chart is used to analyze the data, and the script guides viewers through the process of creating this chart in Minitab, a statistical software. The 'I' chart plots each individual data point and helps assess the process center, while a moving range chart (not detailed in this paragraph) is used to analyze process variation. The example concludes with the process being in control, as all individual values fall within the control limits.
📈 Analyzing Process Stability with Control Charts in Minitab
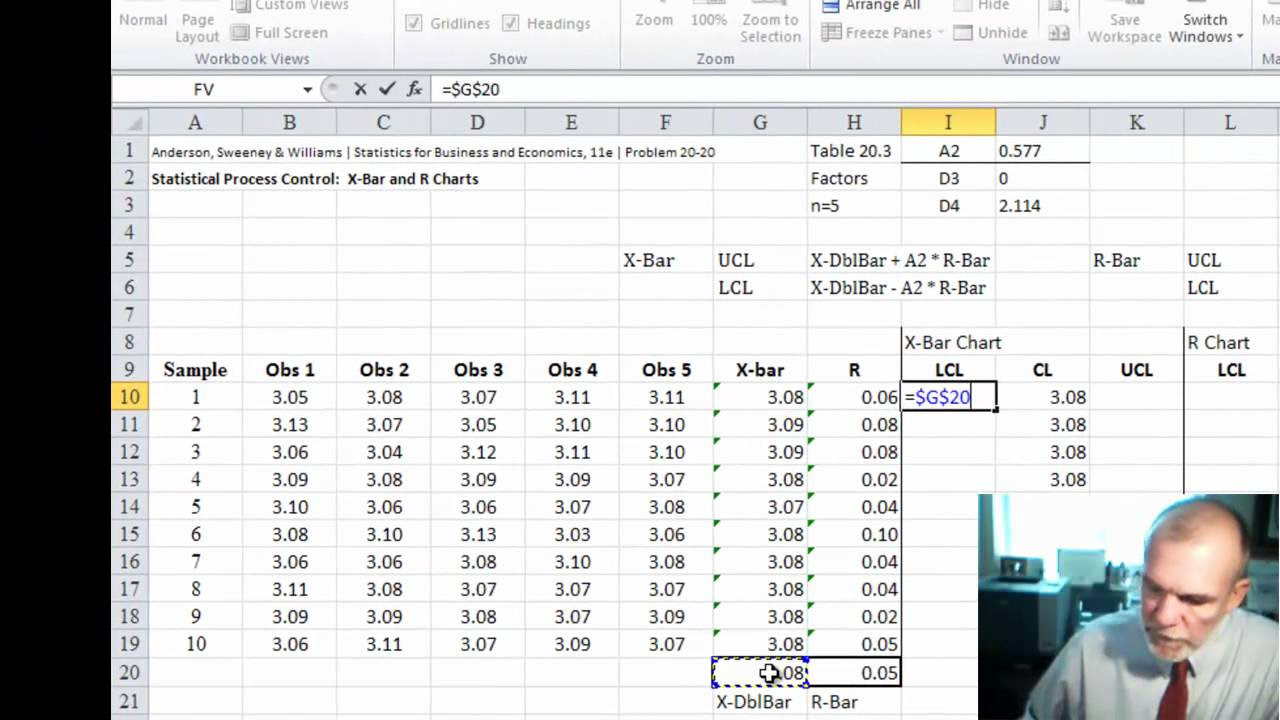
The second paragraph delves deeper into the analysis of process stability using control charts in Minitab. It discusses different scenarios for selecting the appropriate type of control chart based on the nature of the data and the number of subgroups. For continuous data collected in subgroups, if the subgroup size is less than eight, an 'X bar and R' chart is recommended, while for subgroups larger than eight, an 'X bar and s' chart is used. For attribute data, different charts like 'P' for defective items or 'C' for defects per unit are chosen. The script also touches on the importance of estimating control limits from the data when unknown and emphasizes the need for sufficient data to ensure accurate control limit estimation. The paragraph concludes with a review of the stability plot and report card features in Minitab, which provide insights into the process mean, variation, and control limit adherence. It also mentions the potential for false alarms with non-normal data and the importance of having a larger sample size for more precise control limits.
Mindmap
Keywords
💡Control Chart
💡Individual Chart (I Chart)
💡Stability
💡Process Center
💡Control Limits
💡Moving Range Chart
💡Minitab
💡Variable Data
💡Statistical Control
💡Process Improvement
💡Patterns
Highlights
Introduction to the Minitab series video on individual (I) control charts.
Explanation of when to use I control charts: when subgroups are not an option due to cost, low production volume, or long cycle times.
Three main uses of I control charts: monitoring process stability, determining if a process is ready for improvement, and demonstrating improved process performance.
Example of using an I control chart for a food packaging machine to check if the filling process is in control.
Step-by-step guide on creating an I control chart in Minitab, starting from the 'Stats' menu.
Selection process for the type of control chart based on the data form: variable or attribute.
How to access the I control chart feature in Minitab and input data for analysis.
Interpretation of the I control chart, including control limits and the process mean.
Analysis of the moving range chart to assess process variation from successive observations.
Explanation of how Minitab calculates the moving range in the background, simplifying the process for users.
Conclusion that the food packaging process is in control based on the I control chart analysis.
Different methods to create an I control chart in Minitab, including through the 'Assistant' menu.
Guidance on choosing the correct control chart based on data type and collection method.
How to determine central limit estimates from the data when unknown values are present.
Analysis of the stability plot to check for patterns indicating process stability or instability.
Review of the report card feature in Minitab that summarizes the control chart analysis.
Recommendation to take more readings (30-40) for a more precise estimation of control limits.
Advice on checking for false alarms and the potential for increased false positives with non-normal data.
Final thoughts on the individual moving range chart in Minitab and an invitation to watch more videos on the topic.
Transcripts
Browse More Related Video
5.0 / 5 (0 votes)
Thanks for rating: